
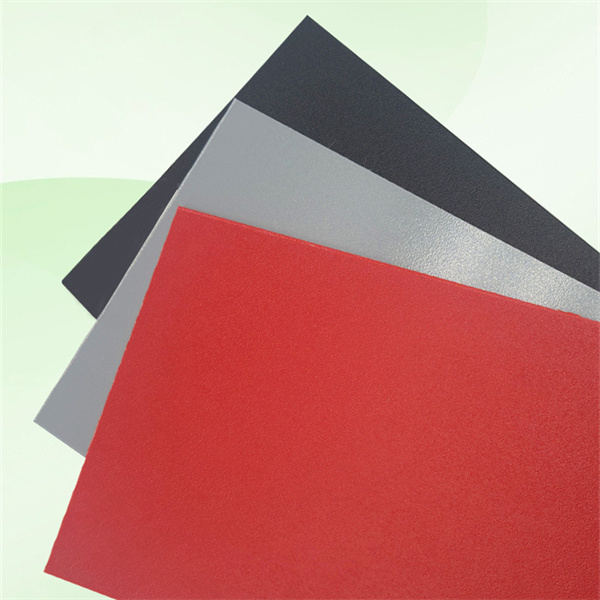
Les feuilles ABS présentent souvent des défauts de surface tels que des bulles, des stries argentées et des piqûres.
1. Séchage insuffisant des matières premières : cela conduit facilement à la formation de bulles lors de l’extrusion ; Un mélange inégal de l'humidité et de la fonte entraîne la formation de stries argentées.
2. Surchauffe localisée du corps de l'extrudeuse : Une température excessive provoque une dégradation des chaînes moléculaires ABS, produisant de petites molécules volatiles qui forment des piqûres de surface.
3. Impuretés ou humidité excessive dans les matériaux recyclés : le fait de ne pas sécher à nouveau les matériaux recyclés ou la présence de poussière après la pulvérisation aggrave les défauts.

Sécher la matière première : La matière première doit être séchée à 80-90℃ pendant 3-4 heures. Le matériau recyclé doit être séché séparément et son taux d'ajout ne doit pas dépasser 20 %.
Contrôlez strictement la température du baril : nettoyez régulièrement les canaux d'écoulement de la trémie, de la vis et de la filière pour éviter l'accumulation et la dégradation des matériaux.
















